 Deutsch
Deutsch English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba










Lassen Sie uns weiterhin über die Designanforderungen für den Stoff erfahren ation von SMT-Schablonen.
Die allgemeine Fabrik kann die folgenden drei Arten von Dokumentformaten für die Schablonenherstellung akzeptieren:
1. Von PCB-Designsoftware generierte Designdateien, deren Namenssuffix häufig „*.PCB“ lautet.
2. Aus PCB-Dateien exportierte GERBER-Dateien oder CAM-Dateien.
3. CAD-Dateien mit dem Namenssuffix „*.DWG“ oder „*.DXF“.
Darüber hinaus umfassen die Materialien, die wir von Kunden zur Erstellung von Vorlagen benötigen, in der Regel die folgenden Schichten:
1. Die Schaltkreisschicht der Leiterplatte (enthält die kompletten Materialien zur Herstellung der Schablone).
2. Die Siebdruckschicht der Leiterplatte (zur Bestätigung des Komponententyps und der Druckseite).
3. Die Pick-and-Place-Schicht der Leiterplatte (wird für die Öffnungsschicht der Schablone verwendet).
4. Die Lötmaskenschicht der Leiterplatte (wird zur Bestätigung der Position der freiliegenden Pads auf der Leiterplatte verwendet).
5. Die Bohrschicht der Leiterplatte (wird verwendet, um die Position von Durchgangslochkomponenten und zu vermeidenden Durchkontaktierungen zu bestätigen).
Das Öffnungsdesign der Schablone sollte die Entformung der Lotpaste berücksichtigen, die hauptsächlich durch die folgenden drei Faktoren bestimmt wird:
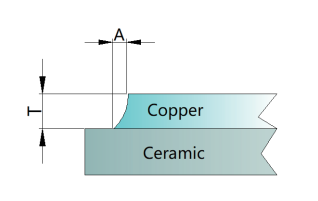
1) Das Seitenverhältnis/Flächenverhältnis der Blende: Das Seitenverhältnis ist das Verhältnis der Blendenbreite zur Schablonendicke. Das Flächenverhältnis ist das Verhältnis der Aperturfläche zur Querschnittsfläche der Lochwand. Um einen guten Entformungseffekt zu erzielen, sollte das Seitenverhältnis größer als 1,5 und das Flächenverhältnis größer als 0,66 sein.
Beim Entwerfen der Öffnungen für die Schablone sollte man nicht blind das Seiten- oder Flächenverhältnis verfolgen und dabei andere Prozessprobleme wie Brückenbildung oder überschüssiges Lot vernachlässigen. Darüber hinaus sollten wir bei Chipkomponenten größer als 0603 (1608) mehr darüber nachdenken, wie man Lotkugeln verhindern kann.
2) Die geometrische Form der Seitenwände der Öffnung: Die untere Öffnung sollte 0,01 mm oder 0,02 mm breiter sein als die obere Öffnung, d. h. die Öffnung sollte eine umgekehrt konische Form haben, was die Arbeit erleichtert sorgt für eine reibungslose Freisetzung der Lotpaste und reduziert die Anzahl der Schablonenreinigungen. Unter normalen Umständen stimmen die Öffnungsgröße und -form der SMT-Schablone mit denen des Pads überein und werden 1:1 geöffnet. Unter besonderen Umständen gelten für einige spezielle SMT-Komponenten spezielle Vorschriften für die Öffnungsgröße und -form ihrer Schablonen.
3) Die Oberflächenbeschaffenheit und Glätte der Lochwände: Insbesondere bei QFP und CSP mit einem Abstand von weniger als 0,5 mm muss der Schablonenhersteller während des Produktionsprozesses Elektropolieren durchführen.
Weiteres Wissen über PCB-SMT-Schablonen erfahren Sie im nächsten Nachrichtenartikel.
